Добрый день. Переделываю свой токарный ТВ-4 в чпу. В этом деле не профессионал, но что-то умею. Решил, чтобы не просто так ковыряться в гараже, записывать видео. Вдруг кому будет полезным.
Буду рад вашим комментариям, подсказкам, советам. Если кому будет интересно прошу подписаться на канал, дальше постараюсь сделать видео лучше.
Open Source Ecology Deutschland e.V. - это некоммерческая организация, расположенная в Берлине, которая поставила перед собой цель развивать и распространять устойчивые проекты аппаратного обеспечения с открытым исходным кодом.
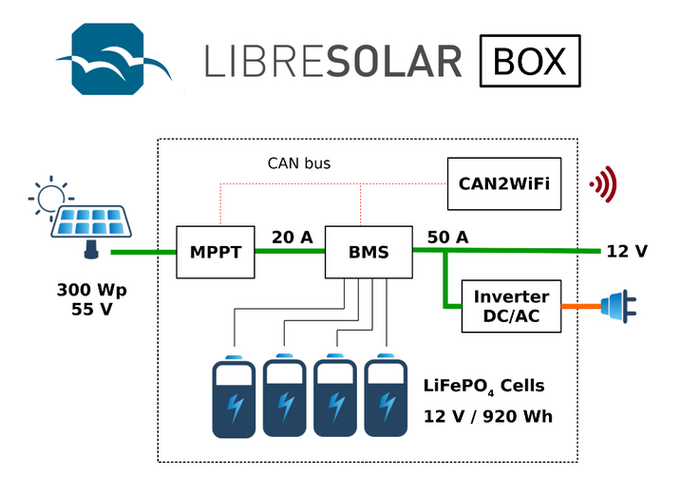
Проект OpenHardware SolarBox посвящен основам независимого фотоэлектрического источника питания и хранения энергии с использованием LiFePo4 аккумуляторов. Особое значение имеет графическое представление данных о солнечной энергии для контроля эффективности и в качестве основы для дальнейшего развития системы.
Концепция включает в себя типовые реализации на трех различных уровнях сложности, каждая из которых предназначена для трех различных областей применения и требований к производительности:
Уровень: PowerBank - для мобильных устройств
Уровень: eBike - для педальных велосипедов
Уровень: BaseLoad - для автономного электроснабжения дома
LibreSolarBox Baseload, монолитная версия с инвертором и сетевым выключателем (не показан), для стационарного применения (домашние фотоэлектрические станции, емкостью от 0,9 до 2,4 кВт/ч)
Solarbox Powerbank
Powerbank используется для питания мобильных устройств, таких как ноутбуки, планшеты или iPhone, или освещения для активного отдыха. Необходимая емкость аккумулятора (при современном уровне развития техники) составляет до 72 Ач при напряжении системы 12 вольт (= 0,9 КВт-ч). Используются солнечные панели с номинальной мощностью от 100 до 300 Вт/
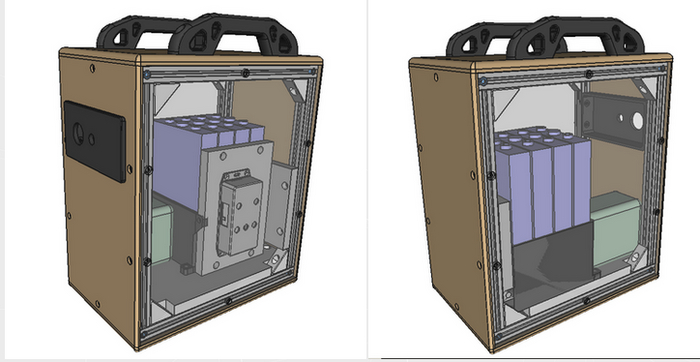
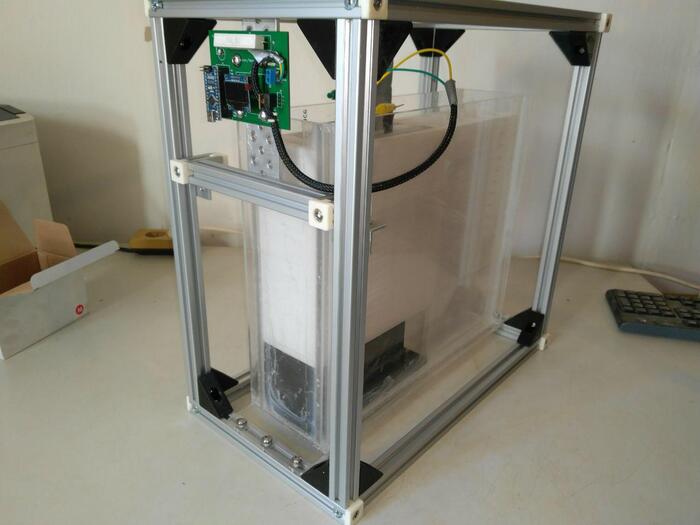
LibreSolarBox V.02. Для выставок и демонстраций боковая стенка из оргстекла позволяет видеть внутренности, но можно использовать и сплошную стенку.
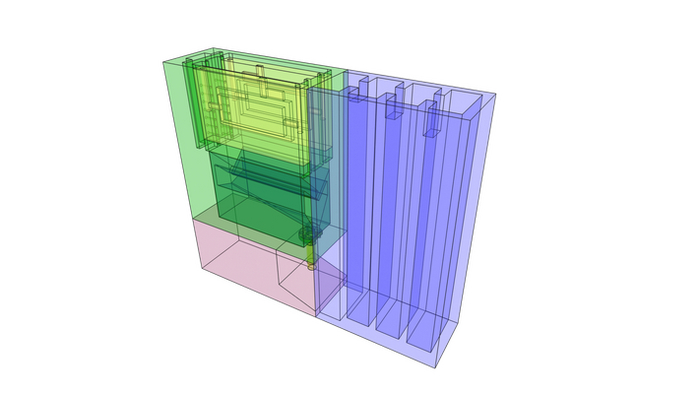
LibreSolarBox V.02 Каркас основан на библиотеке компонентов UniProKit
Соединения LibreSolarBox V.02: сверху вниз: Powerswitch, CAN интерфейс, USB 5V, DC 12V, MC4 разъем для фотоэлектрической панели.
Аккумулятор LibreSolarBox V.02: ячейки CAM72 от CALB емкостью 72 А*ч, общая емкость около 0,92 кВт*ч
Solarbox Powerbank является частью более крупного проекта под названием [LibreSolarBox V.02], который осуществляется в сотрудничестве с LibreSolar и рабочей группой COS(H) и основан на LibreSolar_BMS.
Каркас бокса основан на Universal Prototyping Kit, открытом аппаратном конструкторе, что обеспечивает максимальную гибкость при разработке.
Эта версия заменяет более старую, разработанную нами, и архивируется здесь: SolarBox PowerBank (ранняя версия), и здесь: SolarBox Basics.
Дополнительную информацию можно найти на нашей странице проекта в Вики:
Цель этого проекта - разработать решение для долгосрочного хранения электрической энергии.
Как проект OSEG, ZAC+ представляет собой интересную альтернативу никель-железному аккумулятору («батарея Эдисона»), включенному в список OSE-US Top50.
Однако, в отличие от него, технология более понятна и проста, особенно производство. Компоненты легче достать и они сравнительно нетоксичны, что облегчает работу с ними.
Проект состоит из двух элементов:
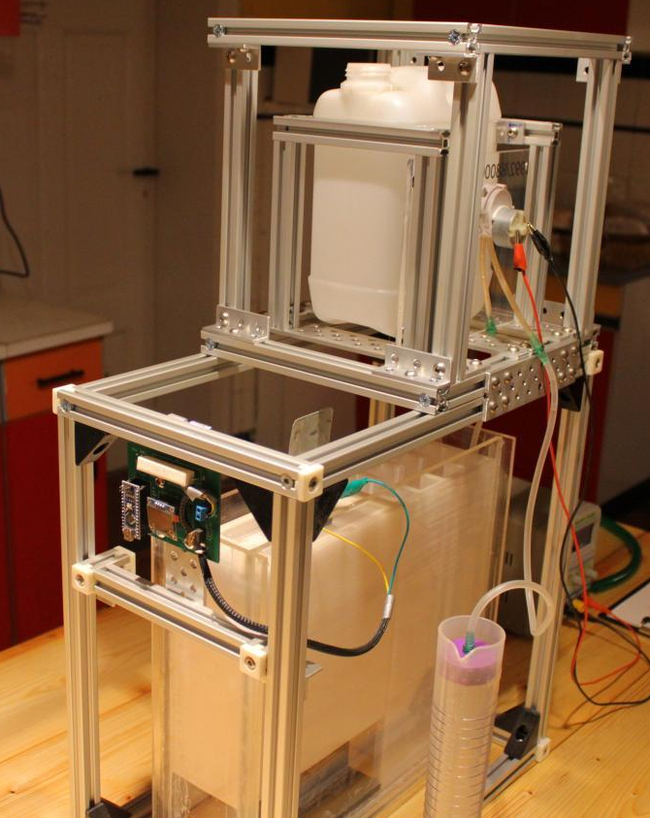
1. цинково-воздушный топливный элемент Элемент состоит из углеродного катода, проводящего атмосферный кислород, и цинкового анода. В качестве электролита используется гидроксид калия, растворенный в воде (раствор едкого кали). Цинк «холодно сжигается» в качестве топлива, то есть окисляется, и образуется оксид цинка (ZnO). Теоретически максимальная плотность энергии ZAC составляет около 1,3 кВт*ч/кг.
2-й рециклер ZnO Для регенерации или перезарядки использованного топлива оксид цинка должен быть восстановлен до цинка с использованием энергии. Это можно сделать различными способами, например, при высоких температурах (>1200°C) с добавлением углерода или более простым способом - в процессе гальванизации, который и является тем решением, на которое мы ориентируемся в данном случае.
ZAC+ обладает рядом преимуществ, особенно по сравнению с другими типами аккумуляторных систем (свинцово-кислотными, литиевыми и т. д.), в том числе следующими:
Неограниченное количество циклов
Неограниченный срок хранения
Нечувствительность к глубокому разряду и перезарядке
Простые и дешевые компоненты, доступные повсеместно
Компоненты абсолютно безвредны для окружающей среды
Самая высокая плотность энергии
Применение
Стационарные, в качестве долговременных накопителей для солнечной энергии или других альтернативных источников энергии. Пока первичная энергия доступна бесплатно, вопрос эффективности имеет второстепенное значение.
Цинково-воздушный топливный элемент имеет более высокую плотность энергии, чем литий-ионные элементы, используемые в настоящее время в широких масштабах.
Цели
Сезонное хранение большого количества энергии в течение нескольких месяцев
Определение эффективности всей системы (ZAC и утилизатор ZnO).
Функционирующий прототип
Собственное производство газодиффузионного электрода или его альтернативы
Экспозиция
Сотрудничество с внешним партнером, Revoneer
Создание прототипов с помощью аддитивного производства/3D-печати
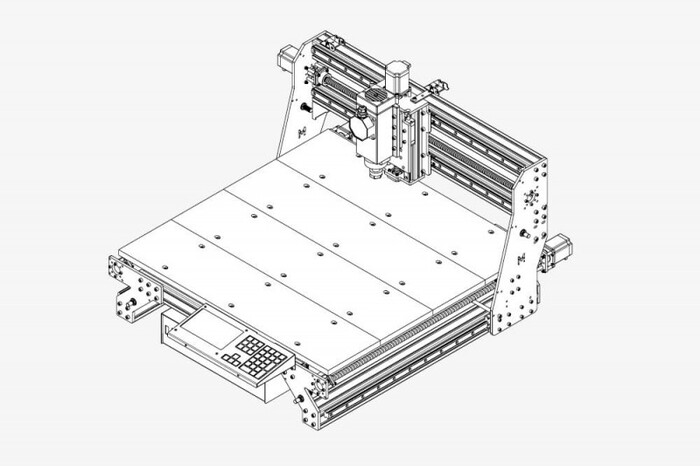
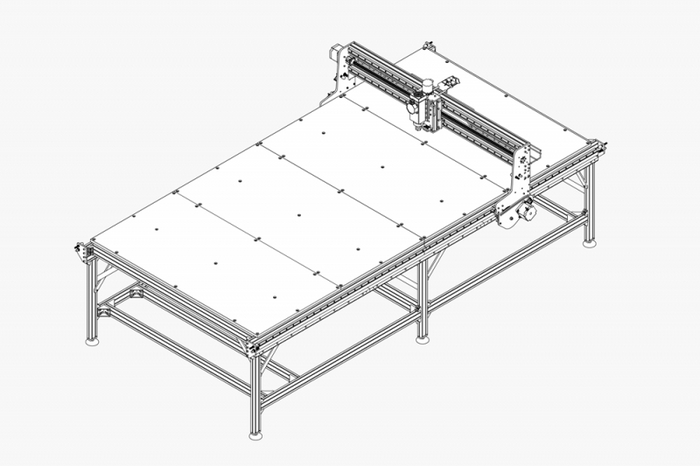
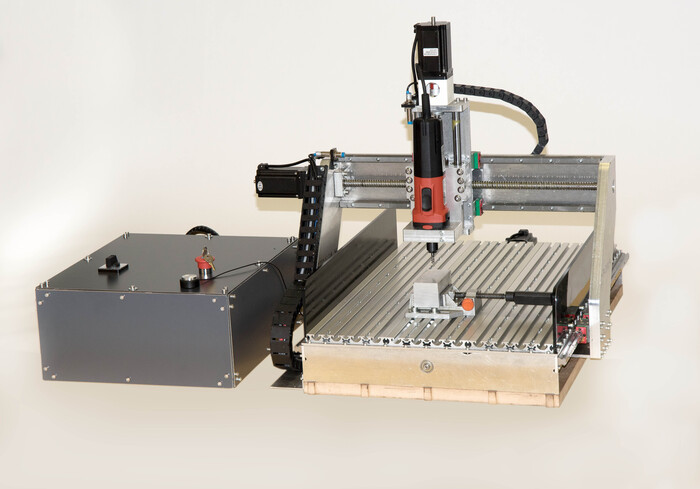
Проект Frose2 предусматривает строительство фрезерного станка OSEG с рабочей зоной примерно 100 x 70 x 8 см. Это важная часть и способствует дальнейшему развитию других проектов OSEG, например:
разработка общих прототипов
Оборудование для мастерских OpenEcoLabs: самовоспроизведение
Производственный станок для компонентов OpenHardware (например, UniProKit)
Проект LibreSolarBox: отверстия в пластинах корпуса для соединений/разъемов
Проект OHLOOM: производство деталей боковых панелей для наборов, в качестве основы для курсов (повышение квалификации) и мастер-классов.
Проект ZAC+: фрезерные реакционные камеры с входными и выходными каналами из оргстекла.
Основой для конструкции послужил каркас старого специального станка с ЧПУ на базе Isel, который можно было купить очень дешево, и который изначально состоял только из основного корпуса и осей X и Y.
Это означало, что ось Z была недоступна, и ее пришлось полностью перепроектировать и переделать.
Нам удалось использовать очень качественный конструкторский план OpenHardware от Себастьяна Конца, оператора популярного и очень рекомендуемого канала на YouTube, посвященного фрезерным станкам с ЧПУ, которого мы хотели бы еще раз поблагодарить за это.
Мы внесли несколько небольших изменений в наши условия (например, просверлили отверстия для крепления оси Z к порталу) и перенесли все CAD-файлы в предпочитаемый нами формат FreeCAD.
Кроме того, на всех осях были установлены новые шаговые двигатели и разработан подходящий контроллер, основанный на Arduino Nano с открытым исходным кодом и прошивкой GRBL 1.1. В качестве управляющего программного обеспечения мы используем bCNC, также имеющий открытый исходный код.
В качестве фрезерного шпинделя используется Kress 1050 FME с частотой вращения 24000 об/мин.
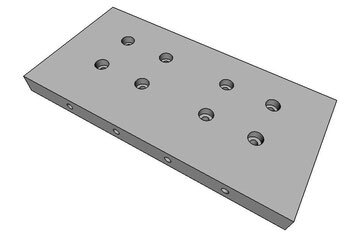
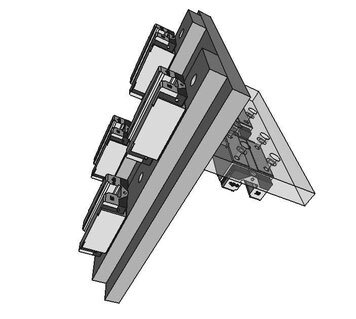
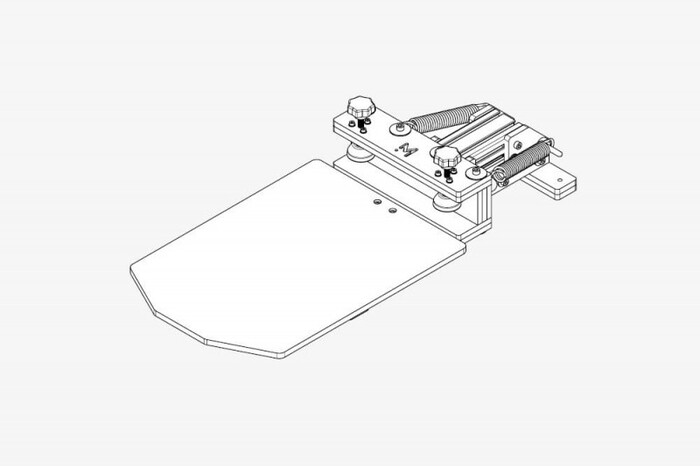
Поперечная пластина
Поперечная пластина служит для соединения шпиндельного суппорта с порталом или осью X. Это происходит через соединительную пластину, расположенную под прямым углом к ней, поэтому здесь достигается особенно высокий уровень стабильности и жесткости благодаря двум крепежным уровням, расположенным под прямым углом.
Поперечная пластина требует углубления для гайки шпинделя и теоретически может быть изготовлена из толстого куска алюминия - но для этого потребуется фрезерный станок с ЧПУ. По этой причине углубление здесь создано путем дублирования узкими алюминиевыми пластинами, что также позволяет или несколько упрощает изготовление вручную.
Поперечная пластина
соединительная пластина
Поперечная пластина с соединительной пластиной, сдваивателем и блоком шпиндельной гайки
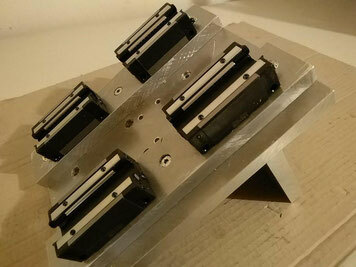
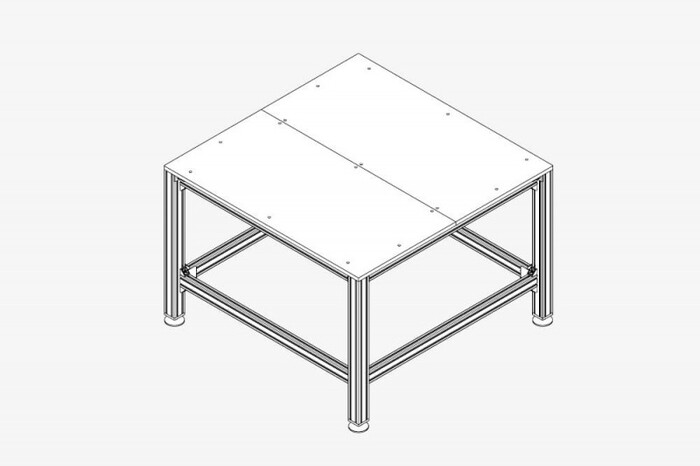
Крестовина с направляющими каретками
Полная сборка
Сборка каретки
Сборка
Плита каретки подвижно соединена с поперечной плитой с помощью линейных приводов. Направляющие каретки привинчены к задней части поперечной пластины, а рельсы прикреплены к каретке.
Блок гаек шпинделя (для приведения в движение) также соединен с поперечной плитой, а с другой стороны каретки находится шпиндель вместе с фиксированными и плавающими подшипниками и шаговым двигателем.
Собранный шаговый двигатель и фиксированный подшипник d. ШВП
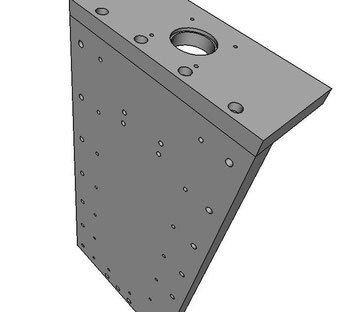
Составные части
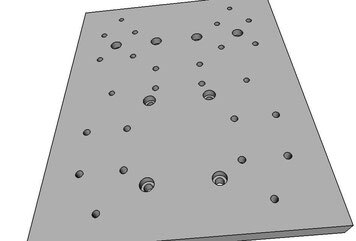
Алюминиевые панели разработаны таким образом, чтобы их можно было изготовить вручную (с помощью дрели). При выборе размеров панелей была сделана попытка использовать панели, которые уже имеют правильные стандартные размеры и поэтому не требуют дополнительной обработки. Только панель для дублеров нужно прорезать один раз по центру.
Компоненты, необходимые для оси Z
Для получения дополнительной информации и подробной спецификации материалов (BOM), вот ссылка на страницу проекта на нашей платформе Wiki:
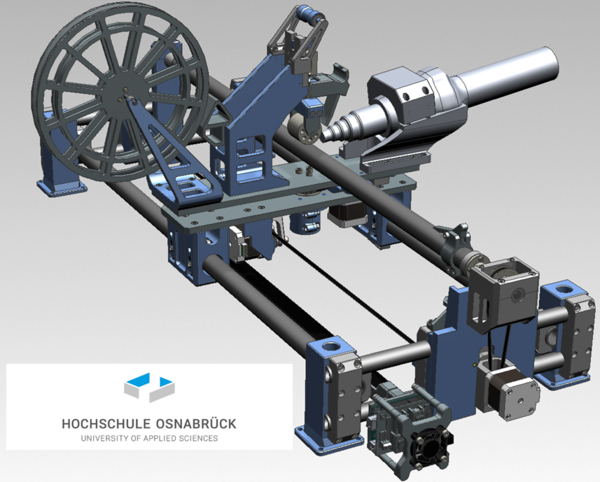
Эта намоточная машина может использоваться для производства армированных волокном труб, например (CFRP или GFRP). Размеры трубок могут быть индивидуальными и могут использоваться, например, для изготовления спортивного или туристического снаряжения. Машина работает по технологии укладки или обмотки лентой, при которой однонаправленные армированные пластиковые ленты обматываются вокруг сердечника и скрепляются с нижними слоями под воздействием источника тепла.
Намоточный станок может быть изготовлен с использованием простых производственных процессов. Большинство компонентов можно изготовить с помощью 3D-принтера FDM. Также используются стандартные детали, такие как винты, подшипники, гайки с оплавлением и пружины. Для привода осей используются компоненты, которые можно найти во многих 3D-принтерах: Шаговые двигатели, ремни и шкивы GT2, Arduino Uno, CNC shield и т.д. Остальная часть состоит из полуфабрикатов, таких как трубки и плоские профили, которые нужно распилить, просверлить и немного обработать напильником.
Размеры труб могут быть спроектированы в соответствии с личными требованиями. Станок может производить трубы диаметром 15-55 мм. Длину труб можно регулировать по желанию, только заранее необходимо скорректировать размеры станка под нужную длину труб.
Для сборки системы понадобятся следующие инструменты:
Т.С. не полностью прочитал книжки про капитализм. Или вообще не читал. Иначе бы знал, что: 1. А потом придут "правильные люди" и ты... начинаешь сначала. Или продолжаешь на их условиях. 2. Главное. Доход всё равно пойдет "правильным людям". Но через налоги, которые оставляют тебе только средства на амортизацию и з/п.
Имеет смысл почитать классику. Например Дж. Лондона "Железная пята". Там такому же, как ты, недоумевающему самостоятельному успешному "бизнесмену" по полочкам разложили, что его доход равен зарплате наёмного управляющего в большой компании. И по-другому - никак. Это называется "империализм". Ну и "фашизм", как форма управления. Хотя в 1908 году понятия "фашизм" еще не существовало (это самоназвание), оно полностью совпадает с понятием "форма управления при империализме", которое во многих книгах коммунистов того времени исчерпывающе описывается.
Буэнос диас, уважаемые. На пикабу есть прям вот ненулевое к-во людей, свято верящих в коммунизм. Один из них пишет примерно следующее:
Буржуазия отличается от феодалов исключительно способом эксплуатации, а не чем бы то ни было иным.
Феодалы захватывают землю. И, чтобы свободному человеку себя прокормить, ему нужно просить у феодала выделить землю.
Капиталисты захватывают средства производства. И, чтобы свободному человеку себя прокормить, ему нужно просить у капиталиста дать работу.
Я не готов согласиться с этим и хотел бы осветить один из путей в светлое (нефильтрованное) будущее.
В настоящее время сложился великий дефицит людей с прямыми руками. Т.е. заказчики готовы платить дикие деньги за работы по металлообработке, выполняемые в срок и качественно. Но откуда обычному представителю рабочего класса взять денег на оборудование? Ведь суки-капиталисты всё под себя подгребли и "чтобы себя кормить надо просить работу у капиталиста".
Помимо дефицита людей у нас ещё и избыток металлоприёмок и разоряющихся\разорившихся ещё советских предприятий. Цеха идут под снос, а железо (станки) - на металлолом. Так вот совершенно ничего не мешает посвятить своего времени на поиск станка на металлоприёмках\барахолках. Да, это надо в выходной сесть на бесплатный велосипед и поехать в промзону. И там говорить с приёмщиками, оставлять им свой номер телефона... и в итоге, когда-нибудь, через полгода, например, это выстрелит. Например мне отдали плоскошлифовальный станок в состоянии "кусок ржавчины" за самовывоз. Натурально, я заплатил 2000 рублей за газель. Оказывается, у соседа он гнил ненужный в другой промзоне. На металлоприёмке его предложат от 2 до 3 цен металла. Т.е. 40-60 тысяч за тонну. Небольшое уточнение. Станок массой в тонну - это не для выработки в три смены. Но уже не учебно-хоббийный. Такого уровня станки ставились в небольшие инструментальные цеха, на ремонтные участки и т.д.
Куда его везти? Ну куда... в арендованный гараж, если другого варианта нет. Аренда гаража на окраине ебеней стоит от 1,5 до 7 тыс. в месяц. За 1,5 там будет железная будка со сгнившими воротами и электропроводкой времён Сталина. Но будет крыша и розетка. И мечта. О работе на себя!
Дальше начинается длительное курение форумов, если ты нуб в этом, или обычная работа, если ты и так работаешь металлистом, но на капиталиста. Т.е. ты разбираешь станок полностью. Весь. И приводишь в порядок. На этом этапе стоимость восстановления может очень сильно варьироваться от условной десятки тысяч до сотен тысяч. Тут уж как подойти. Можно его, канеш, шпатлевать и красить автоэмалью, а можно в ЖЭКе нахныкать пару полупустых вёдер масляной коричневой и перемазать станок. Но суть в том, что ремонт станка до состояния "ну вроде работает, что-то делать можно" - вполне подъёмный даже в гараже. Разумеется, с привлечением сторонних сил на какие-то работы, без этого никак.
Что на выходе? Рассмотрим на примере вышеописанного плоскошлифовального станка ПШ-30-540 (кстати, как я его ремонтил, я описывал в постах ранее, ну и, ессесно в телеге). Это небольшой полностью ручной станок. Массой около тонны. Без гидравлики. Единственное электричество - мотор привода шпинделя и лампочка.
Что он может? Он может точить ножи гильотин и промышленных мясорубок, ровнять клапанные плиты компрессоров, а также, весьма оплачиваемая работа - точить вырубные штампы. Разумеется с поправкой на поле обработки в 630х250мм. Ещё иногда обращаются ножевики... но там надо иметь уже оснастку всякую.
Разумеется, сразу никаких денег не навалят. Сперва надо потратить не одни выходные, чтобы научиться им пользоваться. А в будние вечера, вместо просмотра Соловьёва и пива - читать умные книжки (бесплатно в интонете) и смотреть обучайки (бесплатно на ютубе)... Подсобрать оснастку (так же - чермет, авито, знакомые). Раскидать объявления. И быть готовым первое время задерживаться до поздна. Потому что сперва придётся брать трудолюбием, срочностью и низкой ценой... Первое время прокормиться с одного станка никак нереально. Т.е. да. Днём работаешь на капиталиста, а вечером и в выходные - за СВОЙ станок.
Учитывая стоимость ремонта такого станка примерно от 20 до 80 тысяч, окупить его и заработать на нём первые деньги может получиться примерно через полгода. Но может и раньше. Мне повезло с парочкой больших заказов и за 10 месяцев примерно он не только отбился, но и заработал мне на более серьёзный плоскошлиф. Но тут надо иметь в виду, что крупные заказы могут быть только если есть юрлицо. Хотя бы ИП на упрощёнке. Этого, кстати, бояться не нужно. Регистрируется просто, некоторые банки берут на себя бух.сопровождение полностью бесплатно. Я пользуюсь именно таким, например. И ооочень доволен тем, что оно там всё как-то само делается, мне надо только подписать несколько раз в год платёжки с налогами и раз в год отправить по почте декларацию, которую они мне скидывают уже заполненную.
Вернёмся к железу. Почему я указал плоскошлиф, а не токарный\фрезерный. Потому, что заточные работы на плоскошлифе не требуют серьёзной измериловки и сопутствующего оборудования. Т.е. к токарнику прилагается ещё заточной как минимум, ну и полтонны всякого полезного. Более специальные станки, типа зубофрезерного, и вовсе требуют и токарник и фрезер и термичку и, желательно, ещё долбёжный... А плоскошлиф, если не заходить в размерную и профильную шлифовку, а ПОКА ограничиться заточкой - не требует примерно ничего.
А что дальше? А дальше - полюбому надо расти. Вообще, расти каждый день - это правильно и хорошо. Дальше - надо осваивать профильную и размерную шлифовку. Но это уже точно не в гараже делается. Это уже серьёзное оборудование (по массе и энергопотреблению), дорогая измериловка, стабильная температура и влажность в помещении. Но в целом - никакой капиталист не может помешать человеку делать своё дело. Если, конечно, человек хочет работать, а не просто попиздеть, какие эксплуататоры ему всё обосрали. :)
Ж, 40 лет, живу в Красноярске. Работаю в офисе рядовым специалистом системы принеси-подай. На работе стабильность, госкорпорация, но карьерно - тупик, повышают родню или своих красавиц, а я ни то и не другое :) Офисная бесполезность и сидячая нервотрёпка, вкупе с наблюдением за стремительными карьерными взлëтами тупеньких красавиц, сидят уже в печенях. Завидно, чо уж там.
Я здоровая баба, 180 ростом, с головой, руками, дома всë чиню сама, одно время программирование пробовала изучать, прошла пару курсов от итмо на степике, даже с отличием 😁 Интересно, но погружение в сложные абстракции разработки, когда нельзя руками пощупать результат - мне было бы грустно.
Из конкретных вариантов заинтересовала специальность оператора ЧПУ. Буквально вчера 😁Пока не понимаю, берут ли туда женщин, учат ли где-то толково и где, но почему-то уверена, что способностей у меня хватит.
Вот моя панамка, расскажите мне, дорогое пикабу, куда мне идти? Или может это все бабий бред и вообще нереально?
Мы поддерживаем создателей, ремесленников, мастеров нашего мира. Мы верим в тех, кто решил заняться творчеством, ручной работой и экспериментами. Создание вещей - это не просто хобби, а скорее способ формировать мир вокруг нас и придавать смысл предметам, которые мы используем каждый день.
Это то, что отличает нас от бездумного потребления; намерение, которое мы вкладываем в то, что мы делаем, и в то, как мы это потребляем.
Это то, к чему мы стремимся - к более этичному и устойчивому производству. Именно поэтому мы разрабатываем отличные машины и обеспечиваем производителей завтрашнего дня.
Мы специализируемся на субтрактивном производстве и работаем над созданием надежной экосистемы станков, основанной на ценностях с открытым исходным кодом, которые стали популярны благодаря таким проектам, как Voron Design.
Наш флагман - Millennium Machines Milo V1.5, фрезерный станок с ЧПУ, который поместится на любом рабочем столе или в любом гараже, может быть собран без каких-либо специальных инструментов или опыта и не потребует больших затрат.
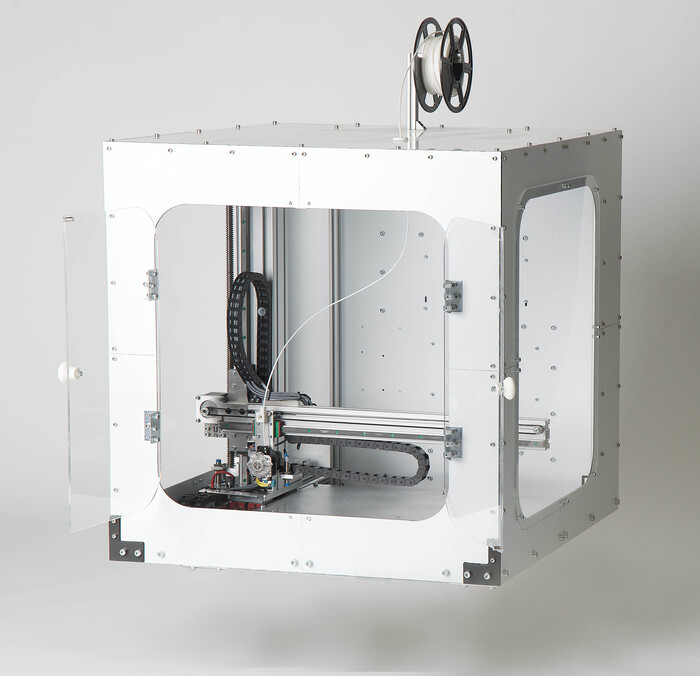
Первоначальной целью проекта VORON еще в 2015 году было создание бескомпромиссного 3D-принтера, который было бы интересно собирать и использовать. Он должен был быть тихим, чистым, красивым и продолжать работать 24 часа в сутки, не требуя постоянных возни. Короче говоря, настоящая домашняя микропроизводственная машина без высокой цены. Разработка заняла больше года, при этом каждая часть была переработана, подвергнута стресс-тестированию и оптимизирована. Вскоре после релиза вокруг проекта сформировалось активное сообщество, которое продолжает расти и сегодня. Это сообщество является частью того, что делает VORON таким особенным.
То, что когда-то было делом одного человека, превратилось в небольшую сплоченную группу инженеров, объединенных общим духом проектирования. Мы стремимся создавать принтеры промышленного качества, которые можно собрать у себя на кухне. Именно эта страсть и преданность делу заставляют нас расширять границы возможного. Мы строим космические челноки с садовыми инструментами, чтобы каждый мог иметь собственный космический челнок.
Компания InMachines, рожденная в результате машиностроительной деятельности основателя Даниэле Инграссиа, была создана, чтобы заполнить пробел между коммерческими цифровыми производственными машинами и открытым оборудованием. Наша ключевая ценность заключается в создании цифровых производственных машин с открытым исходным кодом. По характеру машиностроительной деятельности наша продукция разнообразна и может обслуживать не только любого пользователя машины, но и Fab Labs, Makerspaces, техническое образование, учебные заведения (школы, университеты), международные исследовательские проекты и многое другое.
В прошлый раз мы чуть было не сделали вывод, что надо брать станки всегда с обычным шпинделем с редуктором.
В этот раз я расскажу, как я ужаснулся увидев все станки с обычным шпинделем с редукторами.
Это было уже поменьше предприятие, чуть более 2000 человек работало на нем тогда. Я только устроился и пришел познакомиться с «изюминкой» этого предприятия — новый цех механической обработки по изготовлению новой продукции. Мне с гордостью показывали новый отремонтированный цех, с наливными полами, с новыми станками. А я смотрел и был в шоке. Я честно не понимал, что происходит?
Это уже было в этом веке, чуть больше 10 лет назад. А я вижу, как новые фрезерные и расточные станки с ЧПУ с 50 конусом быстрорезом дерут алюминий… Более 90% деталей, обрабатываемых в этом цехе, были из алюминия. Для обработки алюминия купили разных новых станков с конусом SK50, с частотой вращения шпинделя не более 6000 оборотов, а на расточном так и вообще всего 2000 оборотов в минуту. Потом я еще узнал, что везде стоят коробки ZF… А практически на всех деталях требовалась очень низкая шероховатость, поэтому после механической обработки все детали еще долго и мучительно затирали вручную.
На предприятии есть отдел главного технолога, есть даже бюро механической обработки, со своим начальником и несколькими подчиненными, и купить такие новые станки. А плюс ко всему, генеральный директор одно время был главным технологом.
Когда я пришел работать на это предприятие, новое изделие только запустили в серию и начиналось увеличение выпуска. Я еще никак не смог повлиять на уже подписанный договор поставки еще двух фрезерных станков с такими же шпинделями.
Понимаете, что самое ужасное? Новые станки кое как работали, но никто, ни один человек от простого технолога, до генерального директора даже на задумался, что что-то не так, все, абсолютно все, решили что все так и должно быть и купили еще два станка, потому как имеющиеся, почему-то, не успевали делать план.
Именно поэтому я считаю, что вот такие, неявные, ошибки самые страшные. Если бы они сразу не смогли обработать детали, тогда бы, возможно задумались и купили бы другие станки и все было бы по другому, а тут купили еще таких же, неправильных.
Со скрипом я внедрил твердосплавный инструмент на этих станках, потому что твердый сплав мнет алюминий при таких маленьких оборотах. Ну хотя для кого как, для операторов этих станков они были огромными, после быстрореза. Мне пришлось лично устанавливать обороты и подачу на станках, потому как наладчики боялись ставить такие большие числа, они просто отказывались такое выставлять, боясь, что поломку повесят на них. Поэтому мне пришлось самому брать полностью на себя ответственность и запускать эти станки с такими режимами. Очень быстро конечно все привыкли к новым скоростям и уже не представляли работу по другому.
Однако, когда надо было покупать еще фрезерные станки для расширения, мне потребовалось столько сил, нервов и времени, чтобы доказать, что надо брать станки с другими шпинделями с меньшим конусом. Отказывались не только потому, что требовалось всю оснастку покупать под новый конус шпинделя, но и переживали, а выдержит ли с таким маленьким конусом и без редуктора станок. Опять же, полностью только под мою ответственность, все же взяли новые станки. Когда увидели реальную производительность на новых станках, все вопросы и сомнения исчезли, особенно, когда отпала необходимость в ручной зачистке до требуемой шероховатости, все получалось из под станка. Потом, по моим рекомендациям, уже без колебаний взяли горизонтально-фрезерный двухпаллетный с внутренним подводом СОЖ высокого давления. И все последующие уже брали только с мотор-шпинделями меньшего размера конуса, даже когда я уже там не работал. А первые станки, с конусами SK50, переместили в старый цех, где ведется обработка стальных деталей.
В результате закончилось все хорошо, но в начале были очень большие потери на огромную трудоемкость по механической обработке и последующей ручной зачистке. Трудоемкость удалось снизить в 3-5! раз за счет применения оптимальных для этих деталей станков.
В комментариях к прошлым постам, некоторые писали, что вот как раз закупку станков отдавать нельзя на аутсорсинг, что это очень важное, серьезное мероприятие, можно даже сказать личное, поэтому это должен делать только свой специалист. Вы все еще так считаете? На таких крупных, даже огромных предприятиях, где работают узкие специалисты и то совершаются такие серьезные ошибки. А что тогда говорить про небольшие предприятия, где один специалист и сварщик и токарь и конструктор и технолог и закупщик? Да, как я уже говорил ранее, иногда, на небольших предприятиях, выбором занимаются владелец или директор. И достаточно часто, после такого выбора, все вроде бы остаются довольными. Только вот в большинстве случаев, все просто боятся сказать правду владельцу, что выбор не самый оптимальный...
Но, если кому-то нравится жевать кактус, то, пожалуйста, жуйте.
P.S. Пока, на данный момент, это все, чем я хотел поделиться. Если появится желание еще чем-то поделиться, или может в комментариях чего подскажут, то тогда может еще чего напишу.
🟦 Монтаж станков #Саста к выставке #Металлообработка2024 идет полным ходом!
🟦 Ждем вас на совместном стенде «Балтийской Промышленной Компании» и станкостроительного завода «Саста»!
🟦 20-24 мая, ЦВК #Эспоцентр, Краснопресненская набережная, 14
🟦 Павильон 2, зал 2, стенд 22D40
🟦 Мы подготовили новинку - фрезерный обрабатывающий центр, а также представим два токарных обрабатывающих центра наклонной компоновки с обновленной облицовкой!