Здравствуйте
Меня зовут Владислав, занимаюсь ножами ручной работы
Делал пост про простые ножи Простые ножи и в процессе изготовления снимал этапы производства. Могу рассказать как это делалось. Будет две части, так как фото много и все не влезет в один пост. Ножей было изготовлено 5 штук, но повествование будет вестись как бы об одном
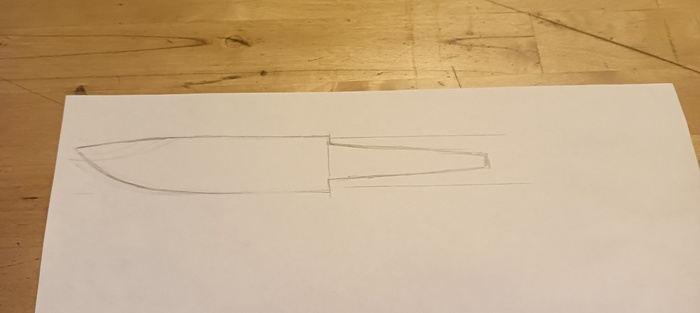
Все начинается с рисунка на бумаге. Прикидываются примерные размеры и все нюансы изготовления. Ножи будут конструкции всадного монтажа, когда хвостовик прячется в массиве рукояти. После это перерисовывается в программу для составления чертежей
Берется заготовка для будущего клинка. В моем случае это прокатная нержавеющая сталь AUS10co в толщине примерно 3 мм. На ней наносится рисунок ножа лазером. Такой подход позволяет повысить повторяемость изделий и разметка более выраженная. Это намного удобнее чем просто маркером рисовать или шаблоны обводить
Болгаркой на грубую отрезается все лишнее. Сталь мягкая и без термообработки, поэтому не боимся перегрева и полосуем от души. Главное не залезть в контур будущего клинка
На гриндере убираем уже все в чистовую. Здесь заложены уже все размеры
Следующим этапом все идет в муфельную печь для термообработки. Как говорил Архангельский термообработка это 80% всего ножа.
Разогреваем все до нужной температуры и выдерживаем небольшое время. Потом опускаем в охлаждающую жидкость. Далее отпуск для завершения термообработки
После все чистим от нагара и окалины. Клинок прошел термообработку и готов к дальнейшим манипуляциям
На фото клинок лежит на поверочной пластине, это специальная пластина которая очень очень ровная. Основание клинка, оно же рикассо, уже зачищено от нагара и нанесен сатин. Сам хвостовик уменьшен в толщине. Это сделано для того что бы больстер легко погонялся под сам нож. На хвострвике сделаны насечки, что бы клеевое соединение внутри рукояти было более надежным.
Справа расположен штангенрейсмас. Он ездит по поверочной пластине и наносит разметку. На клинке зачищен торец где будет режущая кромка. На штангенрейсмасе выставляется расстояние половины толщины клинка и твердосплавным концом нацарапывается линия ровно по середине. Это нужно для будущих спусков, что бы отслесарить их ровно и попасть в центр ножа
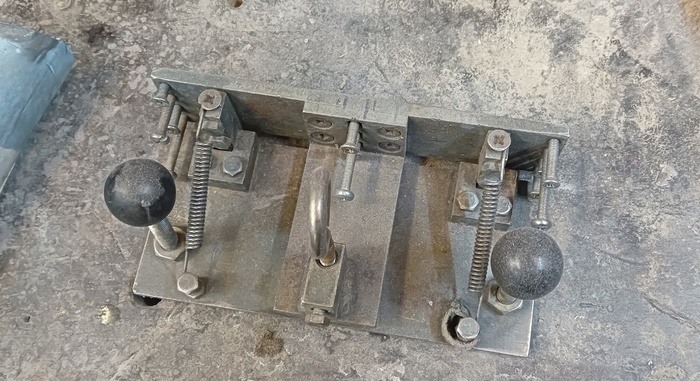
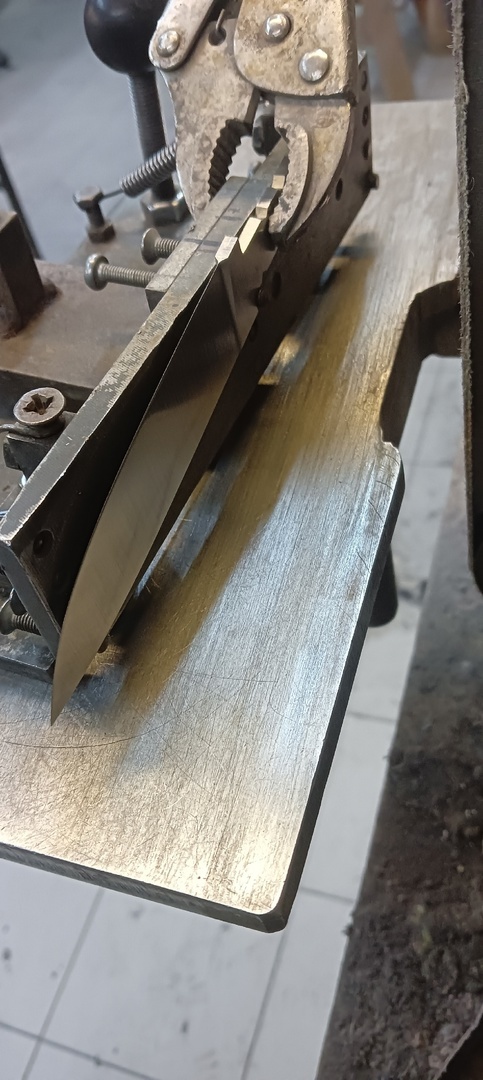
Нас часто спрашивают, как мы делаем такие ровные спуски на наших ножах) На самом деле не спрашивают, но я отвечу. С помощью такой приспособы. По сути это уголок с регулирующимся углом наклона. Клинок крепится с одной стороны и вся эта железная штука катается по подручнику гриндера туда сюда
Слесарка спусков начинается с самой грубой ленты гридностью 36. Потом все меньше и меньше по зерну. На этих ножах я остановился на 120 гридности и выровнял риску скотчбрайтом. Скотчбрайт это мягкая лента с мягким зерном. Ножи планируются простыми, поэтому слесарка тоже не очень замысловатая
Этот процесс повторяется с двух сторон. Главное это симметричность. Для этого клинок и был размечен. Так же очень важный момент что бы клинок не перегревался. Очень легко перегреть заготовку и термообработка будет испорчена, а режущая кромка отпущена. Так она потеряет необходимые физические свойства и станет более мягкая
Так получились спуски на клинке
Это один из самых долгих процессов. И один из самых сложных. Испортить заготовку очень легко. Потолка мастерства тут нет. Есть способы скрыть плохую слесарку, например затравить и загалтовать или заполировать клинок. Линии размываются и толком не видно выходы спусков, врезку и т.д.
Если повторить все процессы 5 раз, то получится 5 заготовок под ножи
На этом первая часть заканчивается. Во второй части будет все про изготовление рукояти
P.S. Ссылка на вторую часть Как это сделано: простой нож. Часть 2
На этом всё
Благодарю за просмотр
Соблюдайте технику безопасности, это важно
Удачи вам и успехов